Excel怎么做Xbar-R控制图,制做SPC Xbar-R控制图方法详细介绍
Xbar-R控制图是如何在Excel中制作的?现在雾霾天越来越多了,人们更关心空气质量状况,比如一些微粒的含量,有毒气体的含量等等,再比如百度的体验访问量,这些项目还怎么监控才能最有效?统计过程控制在企业中将被用到,Xbar-R控制图就是其中之一,Xbar是指测量对象的平均值,R是指测量对象的极差,因此Xbar-R控制图的中文名字叫做均值-极差控制图。
一、SPC控制图是什么?
SPC是StatisticalProcessControl(统计过程控制)的简写,控制图是用于分析和判断工序是否处于稳定状态所使用的带有控制界限的图。SPC控制图是用科学的方法设计的,用于对过程质量进行检测、记录从而进行控制管理的控制图,是质量控制的有效手段,是SPC技术的核心工具。
QC图在现代工厂中出现已有几十年的历史,它具有强大的分析功能,能为工厂带来丰厚的实时收益。最初的控制图分为计量型与计数型两大类,包含七种基本图表。
计量型控制图包括:
IX-MR(单值移动极差图)
Xbar-R(均值极差图)
Xbar-s(均值标准差图)
计数型控制图包括:
P(用于可变样本量的不合格品率)
Np(用于固定样本量的不合格品数)
u(用于可变样本量的单位缺陷数)
c(用于固定样本量的缺陷数)
二、Excel中制做SPCXbar-R控制图教程:
1、概述
在Xbar-R控制图的总体输出样式下,表的头部被划分为监视项的细节,两个图表一是均值变化趋势图,一是极差变化趋势图。接下来,就以经验推广中“经验浏览量”为例来说明Xbar-R控制图的制作详细过程。
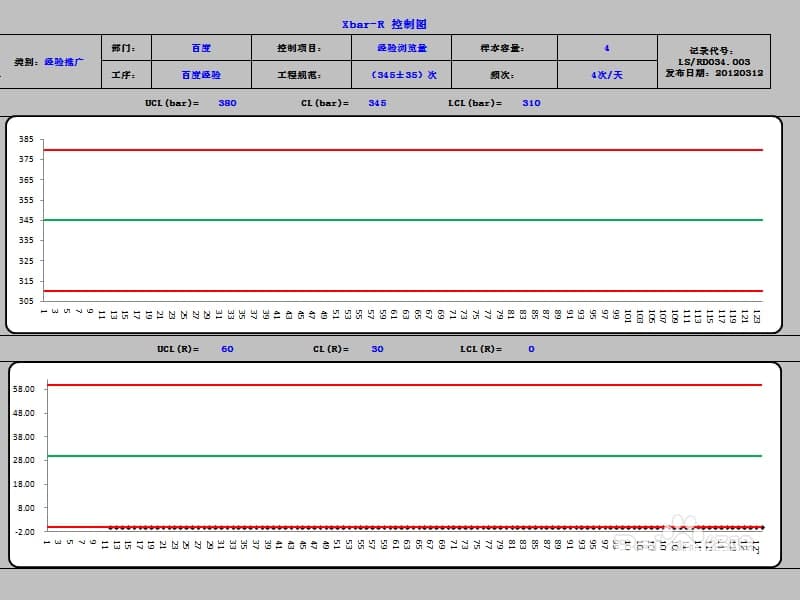
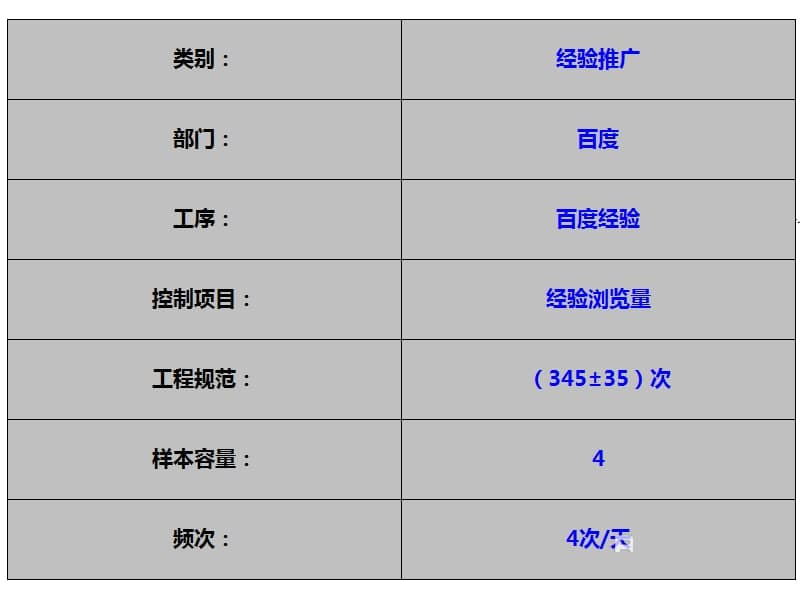
2、表头制作
表格标题主要包括以下细节,即类别、部门、工序、控制项目、工程规范、样本量和频率,其中控制项目是作为整个Xbar-R控制图制作过程核心的百度经验浏览量,工程规范要求某一时刻的样本量范围(310-380)。
3、数据采集
根据规定,一天四次采集数据,可以根据时间来定,比如分为9:00、13:00、17:00、22:00四个时段,每时段采集一次数据,进行记录。

采集完成后,计算四个数据中的最大值、最小值,以及极差=最大值-最小值,这样数据采集与处理部分就完成了。
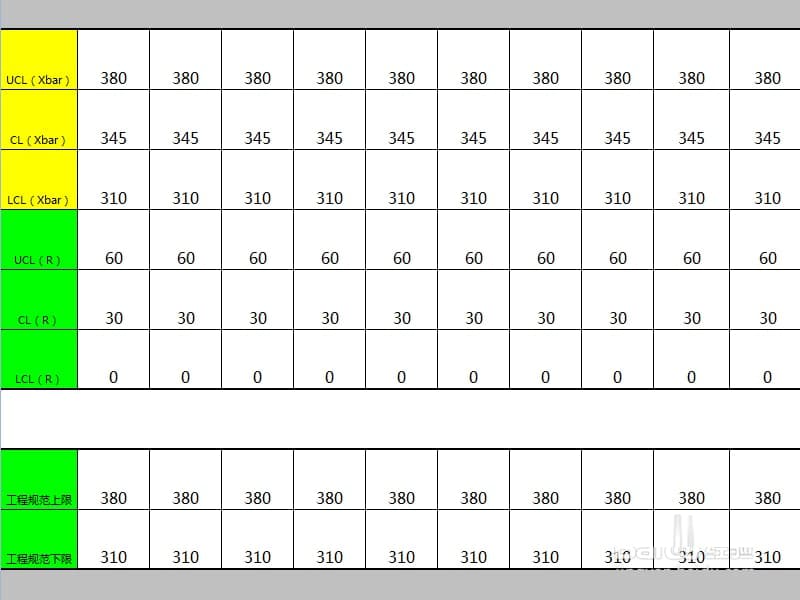
4、控制限的制定
一般需要在表格的最下方提供工程规范和实际控制,实际控制的范围一定要小于等于工程规范。如工程规范中经验浏览量为(310-380)次,实际控制权为(330-370)次,而工程规范中极差的控制权为(70)次。
5、Xbar(平均值)变化趋势线的制作
Xbar变化趋势线包括4条线,即实际控制经验浏览量的上限和下限(图中红色直线)、中值(图中绿色直线)、曲线(采集到经验浏览量数据),UCL=上限、CL=中值、LCL=下限,使用Excel表中折线图制作,数据源的选择如下图中所示。
6、R(极差)变化趋势线的制作
变更趋势线还包括4条线,即极差实际控制的上界和下界(红色直线)、中值(绿色直线)、曲线(计算访问次数极差),UCL=上界,CL=中值,LCL=下界,使用Excel表格中折线图制作,选择数据源,如下图所示,与Xbar变更趋势线的制作过程相似。
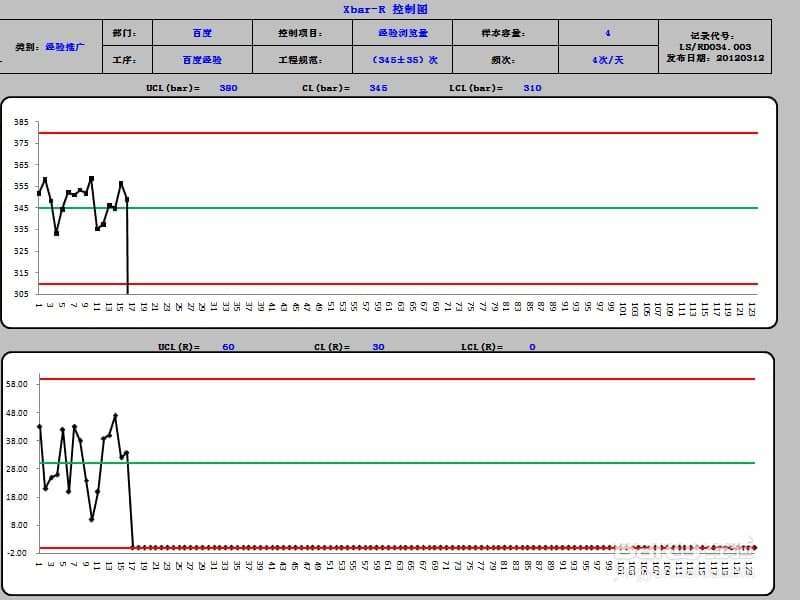
7、输出Xbar-R控制图
如此一来整个Xbar-R控制图即使制作完成,也可以监控体验浏览量的变化过程,根据“八条判别准则”评价过程是否处于稳定状态,优于单一趋势线控制,是企业广泛采用的精确与精确的双重控制。
需要保留本文链接地址:http://www.excelxx.com/jiqiao/13004.html